





NC centre drill solid carbide 90°
Centre drill NC 90° solid carbide WN
DRL-SPRL-MET-NC90-SC-D10,0MM
Art.-no. 5443002755
EAN 4055375891445













Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6225 |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Plastic |
Standards | CS |
Surface | Plain |
Cutting material | SC |
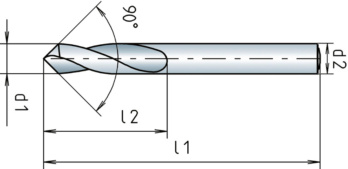
Angle of the tip | 90 Degree |
Number of cutting edges | 2 PCS |
Diameter (d1) | 10 mm |
Shank style | Cylindrical |
Length (l1) | 89 mm |
Chip flute length (l2) | 25 mm |
Shank diameter (d2) | 10 mm |
Tolerance of cutting edge diameter | h6 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Cutting values for solid carbide drill bits, uncoated | |||||||||
| For dia. 4 - dia. 20 | |||||||||
| Material designation | Tensile strength | Cooling | vc | f | |||||
| from | to | Dia. 4-5.9 | Dia. 6-8.9 | Dia. 9-11.9 | Dia. 12-15.9 | Dia. 16-20 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 500-850 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 850-1000 N/mm² | E | 55 | 65 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 700-850 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 850-1100 N/mm² | E | 50 | 60 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| < 850 N/mm² | E | 25 | 35 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| > 180 HB | T/E | 70 | 100 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| > 260 HB | E | 65 | 75 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 650-850 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| 850-1200 N/mm² | E | 90 | 140 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Graphite | T | 70 | 100 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Legend | |
| E = emulsion | |
| T = dry | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Flat blade fuse MINI Silver

Cone grease nipple DIN 71412, shape A, straight, zinc plated steel, inch

Twist Drill bit HSCO DIN 338 TYPE RN

Combination wrench, inch with POWERDRIV®

Tar remover

Lithium button cell 3 V

HSS bimetal cylinder saw

Twist drill bit HSCo DIN 338 type RN oxide

Metric combination wrench with POWERDRIV®

Insulated cable connector assortment